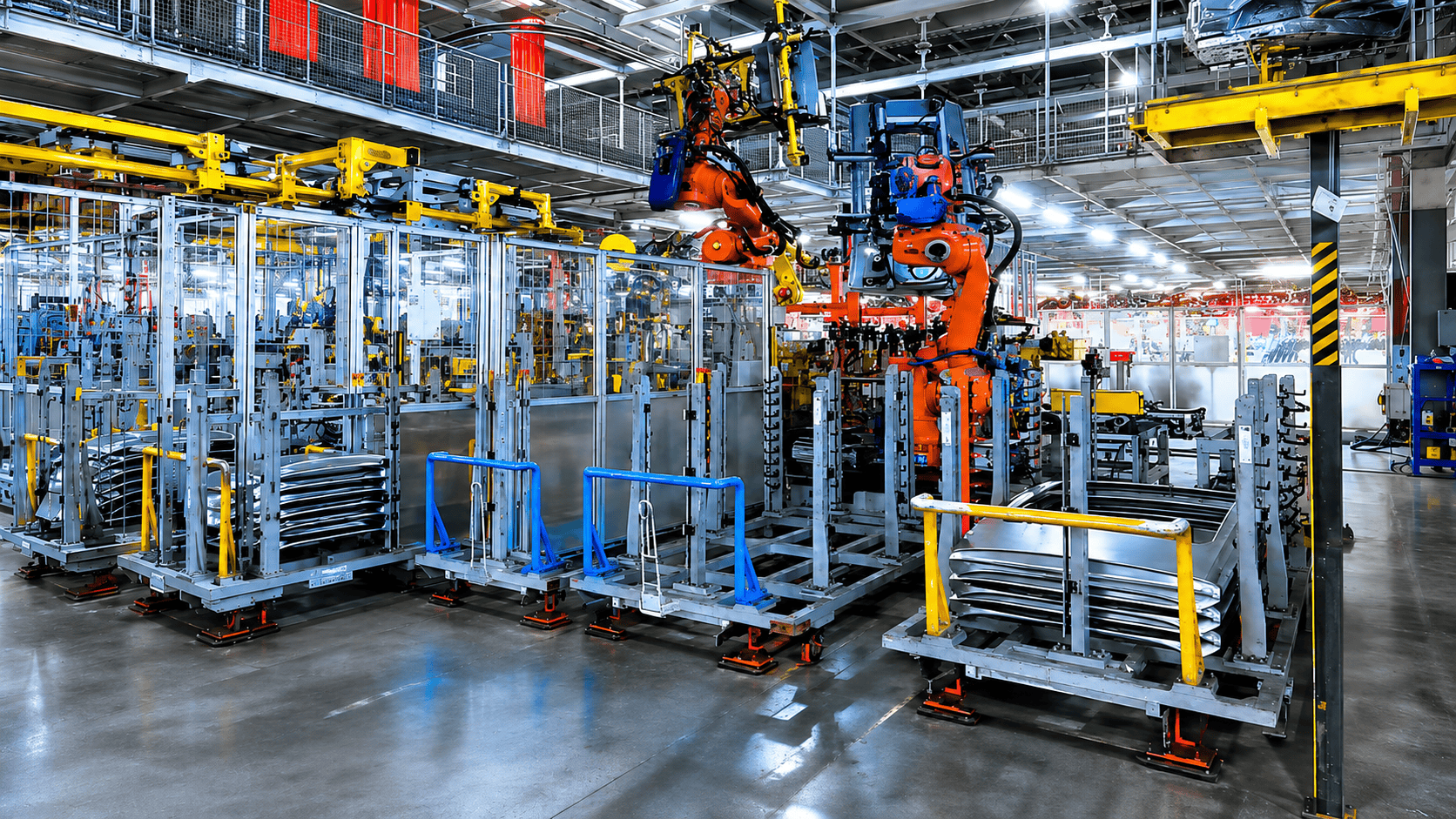
Репортаж от Wedoany,В цехе компании EXP Fabrication в Джастине, штат Техас, автоматизированное сварочное оборудование демонстрирует, что это металлообрабатывающее предприятие обладает способностью самостоятельно применять робототехнику. Основатели компании Джон Харт (John Hart) и Лес Портер (Les Porter) начинали с услуг по интеграции роботов, а затем применили знания в области робототехники в собственном бизнесе, основав EXP Manufacturing.
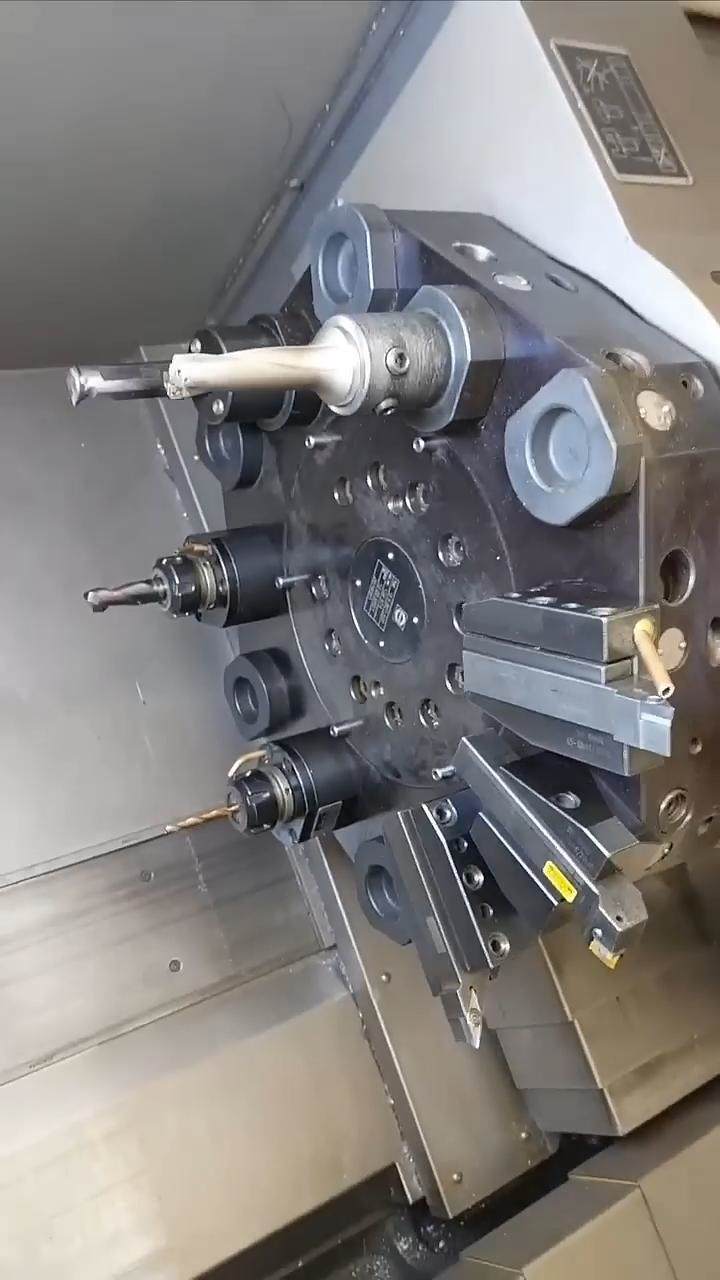
В этом цехе площадью 2,5 тыс. кв. футов сварочный робот перемещается по 60-футовой рельсовой направляющей, последовательно обслуживая восемь сварочных постов различной конфигурации. Конструкция постов адаптирована для изделий разной геометрии: например, пост длиной более 10 футов оснащён пневматическим фиксатором для уменьшения тепловой деформации длинных сварных деталей; другой пост может вращаться для обработки очень широких компонентов, выходящих за пределы рабочей зоны робота. Компания также располагает двумя другими, более автоматизированными сварочными ячейками, одна из которых оснащена поворотным столом, позволяющим выполнять сварку во время вращения детали, что направлено на повышение производительности.
«Когда объём заказа достигает 1000 или 2000 единиц, конечно, в зависимости от сложности компонентов, это как раз наша ниша. Мы можем помочь клиентам сократить сроки поставки и снизить затраты, обеспечивая при этом повторяемость за счёт роботов», — говорит Итан Бланкеншип (Ethan Blankenship), менеджер проектов EXP Manufacturing.
Переход от консультанта по автоматизации к цеху, обладающему собственными робототехническими возможностями, прошёл относительно гладко. Однако проблема заключалась в необходимости точных деталей и приспособлений для роботов. Поскольку плазменный раскройный стол часто давал нестабильные приспособления, проектной группе приходилось увеличивать размеры оснастки, что, в свою очередь, вызывало проблемы с повторяемостью. Фрезерные и токарные станки с ЧПУ могли использоваться для изготовления более точных приспособлений, но обычно были заняты производством деталей. С приобретением нового оборудования ситуация улучшилась, но детали с очень жёсткими допусками по-прежнему приходилось отдавать на сторону, что увеличивало сроки поставки и затраты.
В конечном итоге EXP Manufacturing обратила внимание на более точную технологию раскроя — лазерный станок.

«Мы использовали плазменный раскройный стол высокой чёткости около десяти лет, потому что он был доступен по цене и мог резать необходимые материалы круглосуточно. Только около трёх лет назад мы начали серьёзно обсуждать лазерную резку», — говорит Бланкеншип.
Сначала команда считала лазерную резку слишком дорогой, но затем учла возможную экономию средств. Компания брала заказы, связанные с лазерной резкой, но все они выполнялись на стороне. Передача этих работ на собственное производство обеспечила финансовую основу для инвестиций. Устранение вторичной обработки было важным фактором. Например, после плазменной резки каждую большую панель весом от 80 до 110 фунтов приходилось переворачивать для удаления грата (около четырёх-восьми часов), а затем снова переворачивать в правильное положение для подачи в листогибочный пресс. Бланкеншип отмечает, что сторона с налипшим гратом, даже после очистки, выглядит менее эстетично, чем чистая сторона.
Сосредоточившись на снижении производственных затрат и сокращении сроков поставки, EXP Manufacturing обратилась к дистрибьютору лазерных станков Cutlite — компании Hart Machine Tool.
Бланкеншип говорит, что разговор был сосредоточен на реальных условиях работы компании. Компания хотела, чтобы лазерная резка как минимум соответствовала способности плазменной резки обрабатывать материал толщиной 1 дюйм, а иногда требовалась резка до 1,5 дюйма. Станок мощностью 30 кВт мог бы быстро резать материал толщиной 1 дюйм, но дополнительная мощность увеличила бы цену, в то время как компания лишь несколько раз в год режет очень толстые материалы, например, 2 дюйма.
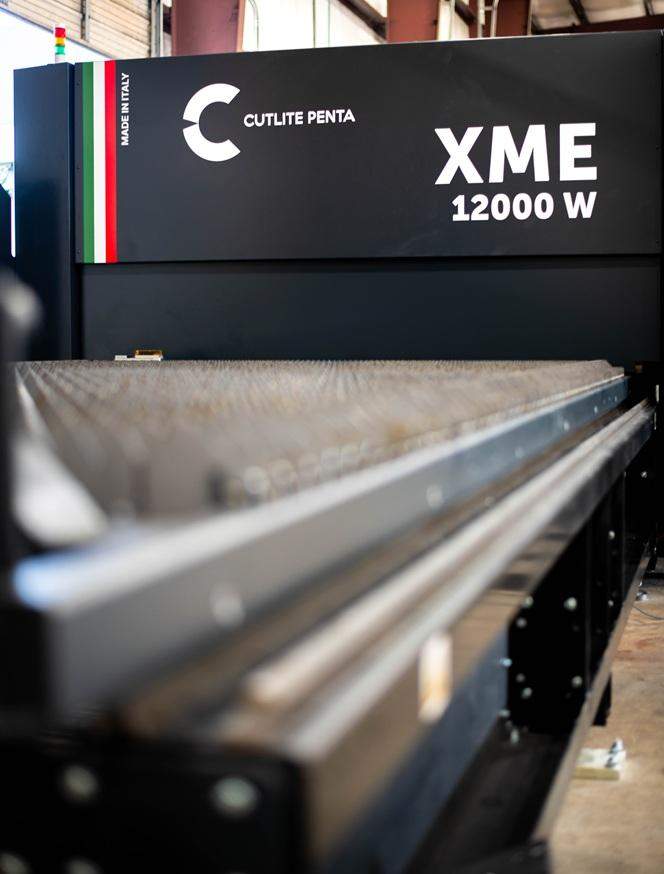
В итоге компания приобрела лазерный станок Cutlite мощностью 12 кВт с раскройным столом размером 2000×4000 мм (около 6,5×13 футов) для обработки листов 6×12 футов, который был установлен в середине 2025 года. Бланкеншип говорит, что занимаемая площадь была важным фактором, так как пространство в цехе ограничено. Раскройный стол длиной 60 футов с подвижным порталом был неприемлем, поэтому цех решил добавить к лазерному станку сменный стол, позволяющий одновременно выгружать детали и выполнять резку.
После установки станка команда прошла базовое обучение на заводе Cutlite в США, охватывающее функции управления и методы обслуживания. Затем они накапливали опыт, обучаясь в процессе работы. Бланкеншип говорит, что обучение работе с плазменным раскройным столом занимает около 20 минут, в то время как новичку требуется около полутора недель, чтобы достичь определённого уровня мастерства в работе с лазером. Понимание физики, лежащей в основе формирования реза, положения фокуса, поведения газа и теплопередачи, имеет решающее значение для диагностики проблем с качеством резки.
После нескольких месяцев использования команда ощутила значительные результаты: лазерная резка устранила необходимость удаления грата и обеспечила точность, исключив последующую механическую обработку. Бланкеншип оценивает, что около 75% деталей, ранее требовавших после плазменной резки дополнительной обработки, теперь могут быть выполнены непосредственно на лазере. Детали, вырезанные лазером, также упростили изготовление приспособлений, избежав дополнительной обработки. Кроме того, функция лазерного гравирования цифр упростила задачи сварки множества деталей: сварщики могут быстро идентифицировать детали по выгравированному номеру, не задавая лишних вопросов.
Появление лазерного станка позволило EXP Manufacturing обрабатывать больше заказов, выходящих за пределы прежнего диапазона толщины от 10-го калибра до 1,25 дюйма. «Теперь мы знаем, что можем очень точно резать тонкие листы 16, 18 или 20-го калибра и выполнять такие работы, как изготовление электрошкафов», — говорит Бланкеншип.

В настоящее время внимание компании переключилось на этап гибки. Два её листогибочных пресса (200 т и 250 т) подходят для тяжёлой обработки, но не являются оптимальным инструментом для высокоточной гибки мелких деталей из тонкого листа. Таким образом, эволюция EXP Manufacturing продолжается, и компания уже имеет опыт в области автоматизации.
Данный материал скомпилирован платформой Wedoany. При цитировании материалов, созданных с помощью искусственного интеллекта (ИИ), необходимо обязательно указывать источник — «Wedoany». В случае выявления нарушения прав или иных проблем просим своевременно информировать нас. Сайт оперативно внесёт изменения или удалит материал.Электронная почта: news@wedoany.com