Репортаж от Wedoany,Автоматизацию гибки с помощью роботов можно начать с этапа удаления деталей. Майк Рудигер, старший инженер по применению роботов в компании SafanDarley North America (расположенной в Уокеше, штат Висконсин), предлагает пошаговые рекомендации для цехов, рассматривающих внедрение этой технологии. Управление гибочным прессом требует определённых навыков и не сводится к простому «взял и положил», однако эта работа отличается высокой повторяемостью, особенно при увеличении количества деталей, а найти хороших операторов сложно. Повторяющиеся задачи, требующие больших физических усилий, не должны отнимать время квалифицированных рабочих.
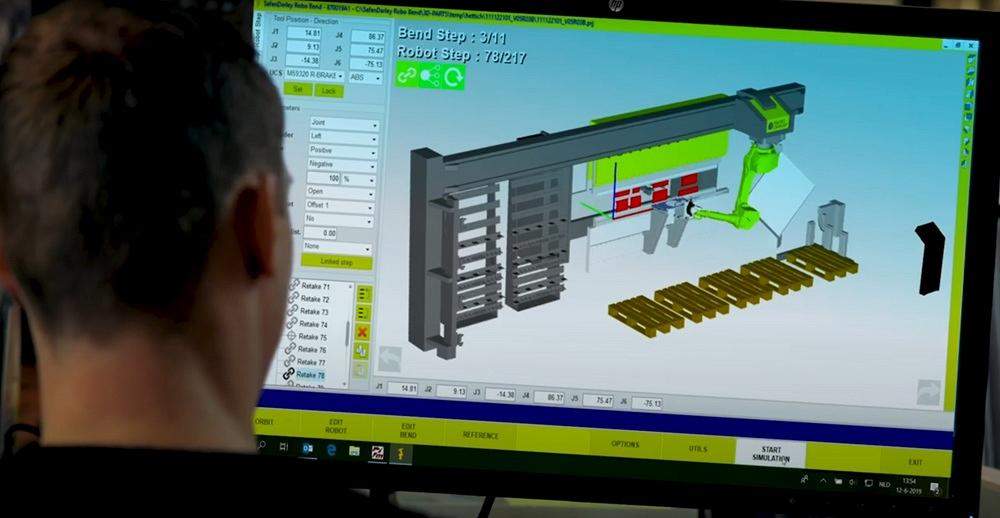
Объём производства является ключевым фактором, определяющим целесообразность автоматизации. Рудигер отмечает, что не все детали подходят для автоматизации, и эффект выше при больших объёмах выпуска. Высокий объём не обязательно означает крупные партии; современные технологии, благодаря поэтапной настройке, автоматической смене инструмента и офлайн-симуляции, позволяют реализовывать сложные стратегии потока деталей, например, производство на основе комплектов. Автоматизация также применима для семейств схожих деталей, таких как корпуса, где можно настраивать программы для обработки часто заказываемых определённых геометрий. Однако для единичных прототипов ручной гибочный пресс может быть более подходящим.
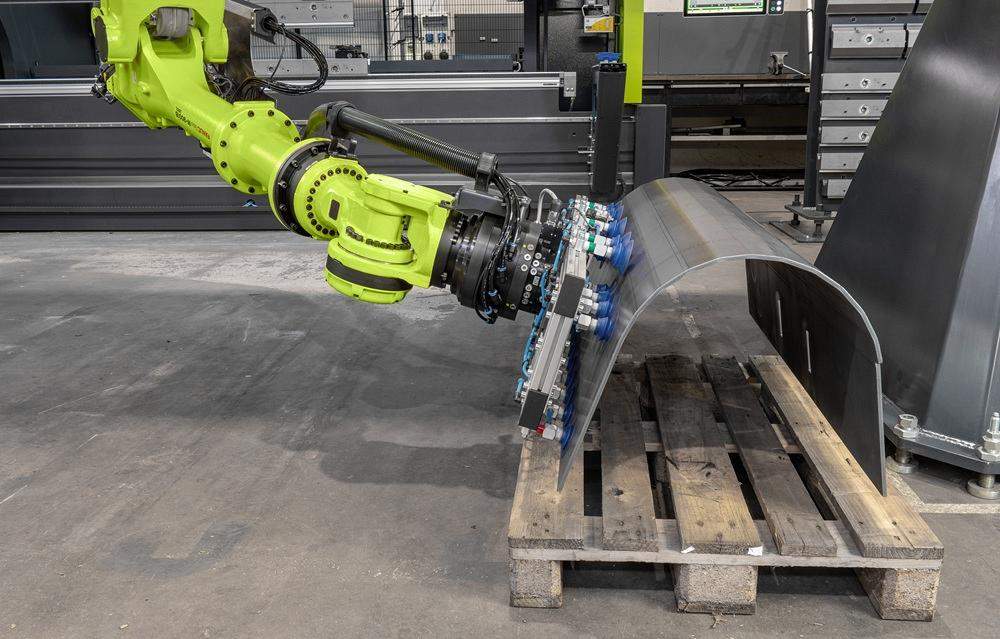
Размер деталей — ещё один важный фактор. Роботизированная гибка особенно эффективна при работе с очень маленькими и очень большими деталями. Мелкие заготовки на старых гибочных прессах без современных систем безопасности создают риск защемления, а крупные детали увеличивают потребность в рабочей силе и создают эргономические проблемы. Оператор быстро устаёт при подъёме крупных листов, что приводит к невозможности полностью поддерживать заготовку в процессе гибки и влияет на повторяемость гибки.
Определение стратегии для конечного эффектора требует учёта сочетания материалов в цехе, особенно доли магнитных материалов. Для алюминиевых деталей можно использовать только механический захват, например, губки и присоски, магниты неприменимы. Для магнитных материалов, таких как углеродистая сталь, магнитные конечные эффекторы позволяют эффективно захватывать отдельные листы из стопки и предотвращают двойной захват. Конечные эффекторы также могут комбинировать присоски и механические губки: губки удерживают кромку, а присоски захватывают в центре масс, обеспечивая поддержку для больших фланцев. Состояние поверхности заготовки влияет на захват; например, маслянистые загрязнения усиливают вакуумное присасывание, но могут увеличить риск проскальзывания в процессе гибки. Для особых задач возможна индивидуальная разработка, например, использование «штифтового» конечного эффектора, где группа штифтов вставляется в вытяжные отверстия на заготовке и разжимается для фиксации детали.

Способ выгрузки готовых деталей влияет на осуществимость автоматизации. Для деталей, которые трудно штабелировать, вариантом может быть конвейер. Современное программное обеспечение позволяет моделировать укладку и поворот различных деталей, обеспечивая стабильное штабелирование даже, казалось бы, нештабелируемых деталей. Гибочный модуль может быть спроектирован так, чтобы его можно было перемещать как вилочным погрузчиком, так и автоматически управляемым транспортным средством.
Штабелирование заготовок обычно представляет меньшую проблему, однако заготовки с формованными формами или несимметричными вытяжными отверстиями могут создавать трудности. Роботизированный гибочный модуль способен обрабатывать такие стопки, прогнозируя смещения и подходя под определённым углом, а также совершая кратковременное движение перед полным подъёмом для обеспечения чистого отделения.
Способы установки робота включают потолочный портальный и напольный базовый варианты. Потолочный портальный робот может быть быстро отведён в сторону, что позволяет перевести автоматический гибочный пресс в ручной режим, однако он может быть ограничен при обработке некоторых крупных заготовок. Напольные роботы лучше справляются с поддержкой крупных деталей с длинными фланцами. Высота штабеля деталей для потолочного робота также является фактором, который необходимо учитывать.

Промежуточные этапы, обеспечивающие надёжность процесса, включают точное измерение положения детали; большинство гибочных модулей по-прежнему оснащены выравнивающими линейками. Робот может следовать за верхним штампом при его отходе после гибки, чтобы предотвратить застревание отогнутого фланца в глубоком гусином верхнем штампе. Использование ступенчатых верхних штампов, объединяющих гибку с разными зазорами фланцев в одной установке, позволяет уменьшить потребность в смене инструмента. Для машин, оснащённых соответствующим стеллажом для инструмента и штампами с шипом New Standard, возможна ступенчатая гибка, при которой роботу не нужно часто переворачивать деталь для перехода к следующему набору штампов.
Некоторые гибочные модули могут быть оснащены специальными инструментами, такими как голландский гибочный стол, одностанционный гибочный инструмент или поворотные штампы с вращающимися крыльями. Роботизированная гибка также позволяет выполнять гибку с большим радиусом и инкрементальную гибку. Рудигер отмечает, что движение от конечной точки, то есть с рассмотрения вариантов удаления деталей, является разумным путём автоматизации. Если количество деталей оправдывает усилия, а готовые детали могут надёжно удаляться из модуля, роботизированная гибка становится реальным и практичным выбором.
Данный материал скомпилирован платформой Wedoany. При цитировании материалов, созданных с помощью искусственного интеллекта (ИИ), необходимо обязательно указывать источник — «Wedoany». В случае выявления нарушения прав или иных проблем просим своевременно информировать нас. Сайт оперативно внесёт изменения или удалит материал.Электронная почта: news@wedoany.com