Репортаж от Wedoany,Компания Shinkawa Seisakusho — производитель со штаб-квартирой в городе Ивата, префектура Сидзуока, Япония, специализирующийся на производстве и обработке пресс-форм, механических деталей и опытных образцов для автомобильной промышленности. Придерживаясь принципов высокой точности и эффективности, компания выполняет обработку, опираясь на собственные технические возможности. В последние годы она внедрила портативный координатно-измерительный прибор со щупом от компании Keyence и изучает применение обратного проектирования в производстве изделий.
Компания предъявляет чрезвычайно высокие требования к точности обработки оборудования. При выборе плоскошлифовального станка компания консультировалась со многими производителями по вопросам оптимального веса шлифовального шпинделя и компенсации наклона стола, и в итоге приняла специальное решение, предложенное компанией Nagase Integrex. Это оборудование в основном используется для единичного производства, и с увеличением разнообразия обрабатываемых деталей частота переналадок соответственно возрастает.
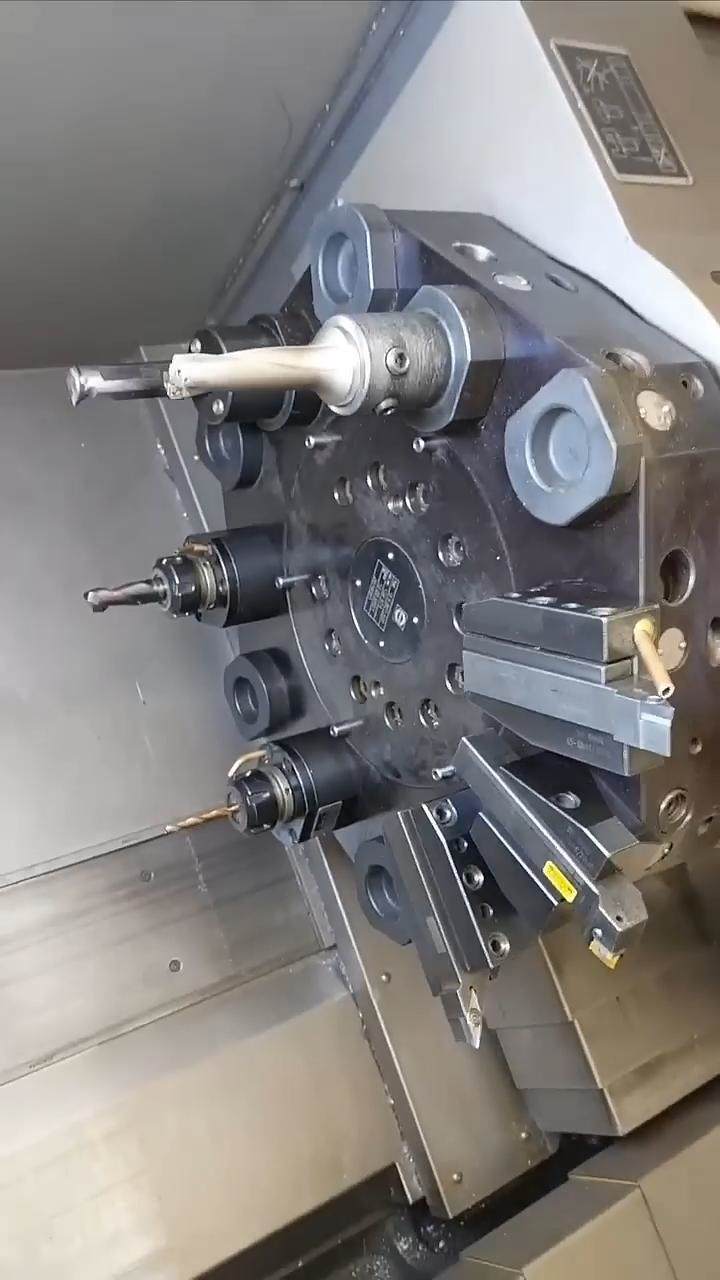
Компания внедрила 5-осевой обрабатывающий центр YBM 8T-63TT APC производства Yasuda Industry, оснащенный 5 паллетами, что позволяет выполнять смену заготовок вне станка через платформу обмена паллет. Работы по закреплению заготовок в прецизионных тисках или 4-кулачковых патронах могут выполняться без остановки станка, что повышает коэффициент его использования. Однако операция центрирования при закреплении внутри станка по-прежнему требовала ручного труда, что приводило к вынужденной остановке станка. Даже при работе квалифицированного оператора это иногда занимало немало времени. Суммарное время простоя из-за частой смены заготовок было значительным, что также ограничивало возможность оператора выполнять другую работу, приводя к нерациональному использованию человеческих ресурсов. Повышение эффективности работы станка и экономия рабочей силы стали главными задачами компании.
Компания стремилась исключить или сократить операции по закреплению внутри станка, особенно решить проблему трудоемкого центрирования. При посещении завода IMAO и обсуждении задач, IMAO представила несколько потенциально подходящих продуктов. Компанию заинтересовала «гибкая установочная база», которая позволяет выполнять высокоточную установку и снятие плит приспособлений или заготовок без необходимости центрирования. После тестирования компания убедилась, что продукт соответствует требованиям, и незамедлительно внедрила его в эксплуатацию.
Гибкие установочные базы были установлены на 5-осевом обрабатывающем центре Yasuda Industry и горизонтальном обрабатывающем центре Mitsui Seiki Kogyo. Компания модифицировала плиты приспособлений так, чтобы заготовку можно было закреплять по центру плиты, и подготовила более 50 таких плит для работы с различными деталями. Гибкая установочная база на столе станка используется совместно с плитой приспособления для обработки. Положение заготовки измеряется контактным датчиком Renishaw, а значения отклонений передаются в станок для коррекции. Повторяемая точность позиционирования гибкой установочной базы предотвращает экстремальные смещения и обеспечивает автоматическое центрирование. Работа по центрированию, которая раньше занимала много времени, теперь выполняется примерно за 5 минут. Благодаря этому коэффициент использования станка значительно повысился.
Операторам больше не нужно подолгу находиться у станка, и они могут сосредоточиться на других задачах. Работы по закреплению заготовок вне станка стало выполнять легче, с ними справляются и молодые операторы. Квалифицированные операторы могут направить свое время на более сложные задачи, такие как программирование NC. Проблема столкновений шпинделя со столом, возникавшая ранее из-за ошибок центрирования, также была решена. Повторяемая точность позиционирования гибкой установочной базы, высокоточные измерения датчика Renishaw и корректирующие возможности обрабатывающего центра совместно обеспечили автоматизацию центрирования, решив задачи повышения коэффициента использования оборудования и экономии рабочей силы.
Компания планирует способствовать производству высокоточных изделий с помощью обратного проектирования, используя портативный координатно-измерительный прибор со щупом для измерения старых пресс-форм, на которые отсутствуют чертежи, и постепенно переходить от индексной 5-осевой обработки к непрерывной 5-осевой. Компания уже накопила достаточный опыт как в аппаратной, так и в программной части и считает гибкую установочную базу одним из ключевых факторов достижения высокоточной обработки. Тем, кто рассматривает возможность внедрения этого продукта, компания советует обращать внимание на то, чтобы не погнуть болты при смене приспособлений, и следить за состоянием зажима.
Данный материал скомпилирован платформой Wedoany. При цитировании материалов, созданных с помощью искусственного интеллекта (ИИ), необходимо обязательно указывать источник — «Wedoany». В случае выявления нарушения прав или иных проблем просим своевременно информировать нас. Сайт оперативно внесёт изменения или удалит материал.Электронная почта: news@wedoany.com