

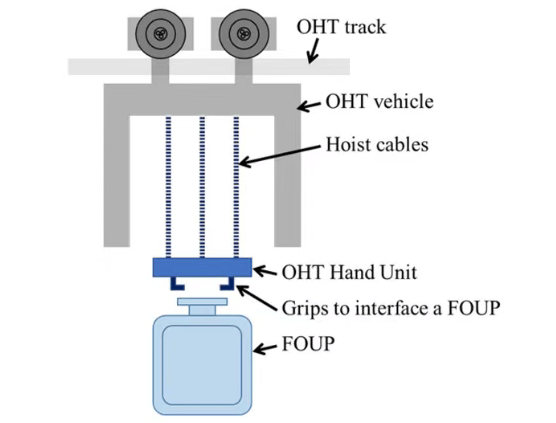
Репортаж от Wedoany,В области производства полупроводников OHT (Overhead Hoist Transfer), или система кранов-штабелеров, представляет собой автоматизированное оборудование для транспортировки материалов, установленное на подвесных рельсах под потолком производственного цеха. Эта система использует подъемный механизм с ременным приводом для непосредственного входа в загрузочный порт обрабатывающего оборудования, осуществляя захват и транспортировку передних унифицированных контейнеров (FOUP). Она широко признана основным транспортным решением для заводов по производству 300-мм пластин и заводов следующего поколения.
Состав системы и базовая архитектура
Система OHT, являясь ключевой подсистемой автоматизированной системы перемещения материалов (AMHS), включает в себя две основные части: аппаратное обеспечение и управляющее программное обеспечение.
Аппаратный уровень включает: проложенную под потолком рельсовую систему, длина которой на передовых заводах может превышать 50 км, а количество перекрестков — более 5000; движущийся по рельсам корпус OHT, грузоподъемность которого обычно составляет 15-20 кг, а скорость движения регулируется; подъемный механизм для точного вертикального позиционирования, который должен соответствовать высоте загрузочных портов различного оборудования; механизм захвата и размещения FOUP; а также систему электропитания (троллейную или индукционную), обеспечивающую круглосуточную непрерывную работу 7×24.
Уровень программного управления состоит из системы управления материалами (MCS), контроллера транспортного средства (TSC) и контроллера устройства хранения (STC), работающих совместно. MCS отвечает за взаимодействие с исполнительной производственной системой (MES), получение глобальных команд на перемещение и их передачу на соответствующие контроллеры; TSC управляет состоянием и назначением задач для отдельного OHT; STC управляет информацией о FOUP в устройстве хранения. Между уровнями осуществляется связь в реальном времени по беспроводной сети, а центральный сервер может построить полную картину движения каждого устройства на всем заводе, подобно тому, как центр управления дорожным движением контролирует городской транспортный поток.
Рабочий процесс и принцип действия
Процесс работы OHT можно обобщить в четыре этапа: «получение команды — планирование маршрута — выполнение перемещения — точная доставка». Сначала система MCS получает от MES запрос на перемещение материала, анализирует информацию о целевом устройстве, приоритете операции и типе контейнера и передает ее на соответствующий TSC. Затем TSC назначает свободный OHT, рассчитывает оптимальный маршрут от начальной до конечной точки на основе топологии рельсов и управляет движением крана по направляющим.
Когда OHT приближается к целевому положению, система переключается в режим низкой скорости, используя датчики положения для позиционирования с точностью до миллиметра. Подъемный механизм регулирует высоту, после чего механизм захвата и размещения выполняет захват или установку FOUP. В течение всего процесса перемещения средняя скорость OHT на прямолинейных участках рельсов может достигать 5 м/с (18 км/ч), а на криволинейных — 1 м/с (3,6 км/ч). На передовых заводах время одного цикла перемещения (включая ожидание, движение, захват и размещение) составляет около 18-25 секунд, суточный объем перевозок системы может достигать сотен тысяч рейсов, а доступность системы должна поддерживаться на уровне не менее 99,99%.
Ключевые показатели производительности и технические аспекты
Ключевые параметры системы OHT включают точность позиционирования, эксплуатационные характеристики, контроль вибрации и уровень чистоты. Передовые технологические процессы требуют, чтобы погрешность горизонтального позиционирования не превышала ±0,1 мм, погрешность вертикального совмещения — не более ±0,2 мм, максимальная рабочая скорость достигала 3,0-3,5 м/с, а время цикла захвата/размещения было менее 5 секунд. Контроль вибрации является критическим фактором, влияющим на выход годной продукции в передовых процессах; для 3-нм техпроцесса требуется, чтобы ускорение вибрации при транспортировке было ниже 0,2 G, в противном случае это может привести к превышению допустимой погрешности совмещения в литографии. Для подавления вибрации в высококлассных системах OHT широко используется технология магнитного подвеса, которая за счет бесконтактной передачи исключает фрикционные вибрации, обеспечивая точное управление процессами пуска и остановки, а также избегая загрязнения частицами от смазочных материалов; уровень шума может быть ниже 55 дБ.
Что касается методов позиционирования, то позиционирование с помощью шины Грея (Gray code bus) благодаря высокой помехоустойчивости (не подвержено влиянию пыли и электромагнитных полей) и точности до ±2 мм стало основным выбором для передовых Fab-заводов; позиционирование с помощью энкодера имеет более низкую стоимость, но подвержено влиянию проскальзывания и подходит для зрелых техпроцессов; лазерная дальнометрия используется в специализированных сценариях. Кроме того, система OHT обладает возможностью отслеживания состояния в реальном времени, позволяя контролировать такие аномалии, как температура и вибрация пластин во время транспортировки, и своевременно реагировать, обеспечивая безопасность перевозки.
Преимущества применения и текущее состояние отрасли
По сравнению с наземными автоматически управляемыми транспортными средствами (AGV) или конвейерными лентами, система OHT имеет значительные преимущества по нескольким параметрам. Ее подвесной монтаж не занимает наземное пространство, повышая коэффициент использования площади чистых помещений; полная автоматизация сокращает прямой контакт персонала с материалами, снижая риск загрязнения частицами; высокая скорость транспортировки сокращает время нахождения материалов в производстве, тем самым повышая общую эффективность производства; кроме того, автоматизация способствует снижению затрат на рабочую силу и обслуживание, а высокая стабильность работы обеспечивает непрерывность производства.
С точки зрения рыночной структуры, на мировом рынке систем OHT долгое время доминировали такие компании, как японские Daifuku и Murata Machinery, причем на рынке передовых 12-дюймовых Fab-заводов наблюдается очень высокая концентрация. По оценкам маркетинговых исследований, объем рынка OHT в Китае в 2026 году, как ожидается, достигнет 6,81 млрд юаней. Китайские производители, такие как Mifei Technology, Huaxin Equipment, Chengchuan Technology и Zhijianeng, уже добились прорывов на некоторых производственных линиях, однако все еще существует отставание по таким показателям, как точность позиционирования (Китай: около ±0,1 мм против международных ±0,05 мм), скорость движения (Китай: 3,5 м/с против международных 4,0 м/с) и контроль вибрации (Китай: 0,5 мкм/с против международных 0,1 мкм/с). С учетом масштабного расширения китайских заводов по производству пластин и ускорения процесса импортозамещения, система OHT, вероятно, станет следующей важной траекторией для всестороннего прорыва в области полупроводникового оборудования.










