Репортаж от Wedoany,Совместное немецко-японское предприятие DMG MORI через рамки технологии обработки демонстрирует, как экономически эффективно и устойчиво удовлетворять строгие требования полупроводниковой промышленности к прецизионным деталям и качеству чистых помещений. Ключевой момент заключается в достижении надежной, воспроизводимой и масштабируемой точности в условиях промышленного производства.
Полупроводниковая промышленность открывает для контрактных производителей чрезвычайно привлекательные возможности, одновременно предъявляя все более строгие требования к прецизионным деталям и качеству, соответствующему стандартам чистых помещений. Детали для полупроводниковой отрасли, например корпуса, требующие множества производственных этапов, длительное время цикла, допуски в микронном диапазоне, а также высокие требования к качеству поверхности и чистоте, нуждаются в стабильном и согласованном процессе обработки. Традиционное производство, включающее несколько отдельных операций и ручное перемещение, постепенно достигает предела своей эффективности. Интегрированный подход имеет решающее значение: объединение фрезерования, точения, шлифования и измерения на одном станке позволяет сократить количество установок и минимизировать источники ошибок, обеспечивая высокое качество деталей, уменьшение брака и сокращение сроков поставки.
Автоматизация — еще один ключевой фактор успеха. Автоматические системы смены паллет и автоматически управляемые тележки являются основой для безлюдных смен и гибкого производства различных вариантов деталей, позволяя значительно увеличить время работы станка без привлечения дополнительного персонала, повысить загрузку оборудования и надежность планирования, одновременно снижая затраты. С развитием интеграции процессов и автоматизации цифровая трансформация становится все более важной. Сквозные цепочки данных, симуляция и цифровые двойники обеспечивают активное планирование и непрерывную оптимизацию производственного процесса. Данные в реальном времени с производственного участка обеспечивают прозрачность загрузки мощностей, сроков поставки и качества.
Помимо точности, важное значение имеет качество деталей, соответствующее стандартам чистых помещений. DMG MORI интегрирует эти требования к качеству в конструкцию станков и технологические решения. Охлаждающая жидкость играет ключевую роль, обеспечивая термическую и трибологическую стабильность в процессе обработки. В качестве квалифицированного партнера DMG MORI по продуктам, разработчик охлаждающих жидкостей FUCHS SE интегрирует свои технологии в решения производителя станков.
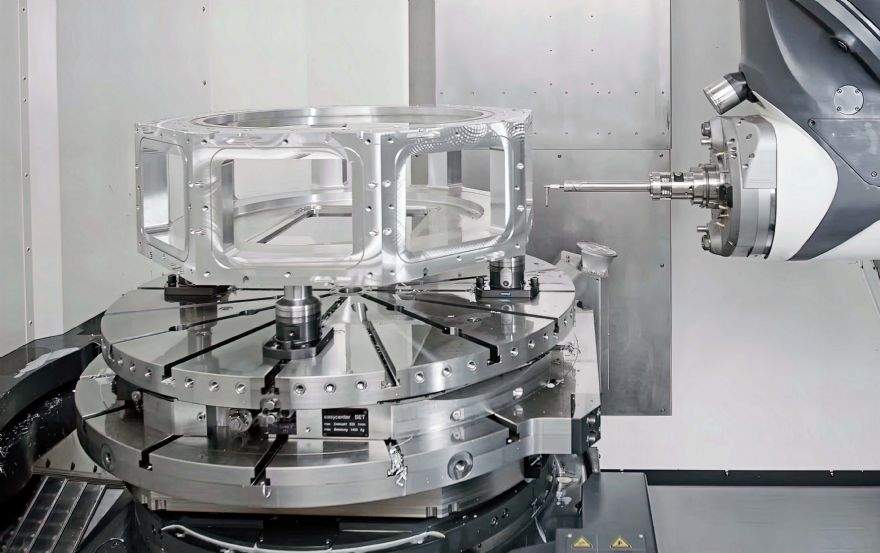
В качестве практического примера использования этой производственной концепции DMG MORI приводит случай изготовления корпуса для полупроводниковой промышленности. Этот корпус был обработан на пятиосевом горизонтальном фрезерно-токарном обрабатывающем центре DMG MORI DMC 125 FDS μPrecision. Сначала с помощью системы easycenterSET выполняется центрирование и выравнивание детали с точностью центрирования до 5 мкм. Затем выполняются две операции глубокого фланцевого точения, проверка элементов с помощью контактного щупа, после чего производится точение торцевой канавки на верхней поверхности до зеркального блеска. Далее следует большое количество операций по удалению заусенцев и снятию фасок, а также достижение сверхгладкой, отражающей поверхности на внешних вертикальных плоскостях корпуса с помощью специального инструмента. Затем выполняется формообразующая операция для открытия и чистовой обработки пазов, по одному на каждой из восьми граней. Наконец, с помощью сверла в угловой головке на 90 градусов сверлятся вертикальные стороны отверстий на гранях. Система подачи СОЖ под высоким давлением вымывает мелкую стружку и контролирует тепло в зоне резания.
В течение всего цикла обработки выполняется внутристаночный контроль, после чего деталь проходит GD&T (геометрические размеры и допуски) на координатно-измерительной машине Zeiss. Результаты показывают допуски плоскостности и перпендикулярности в единичных микронах, а допуск расположения составляет 15 мкм (общий допуск). Процесс обработки детали из алюминиевого сплава EN AW-5083 диаметром 800 мм можно посмотреть на YouTube.