Репортаж от Wedoany,Компания Han's Laser Intelligent Equipment Group Co., Ltd., учитывая сложности сварки автомобильных трансмиссионных компонентов, представила высокомощное решение для лазерной сварки, охватывающее множество сценариев, включая сцепления, дифференциалы, шестерни и маховики. Это решение обеспечивает точный контроль концентричности после сварки на уровне менее 0,1 мм, предоставляя надежную поддержку отрасли.
В процессе эволюции автомобилестроения в сторону прецизионности, эффективности и легкости, сварка трансмиссионных компонентов, таких как сцепления, дифференциалы и зубчатые колеса, сталкивается с ключевыми проблемами: высокой сложностью процесса, разнообразием материалов и строгими требованиями к циклическим нагрузочным испытаниям. Сварные швы в основном имеют кольцевую форму, и контроль деформации, а также точность радиального и торцевого биения сильно зависят от специализированных процессов и прецизионных приспособлений. Материалы включают низкоуглеродистую легированную сталь, конструкционную легированную сталь, ковкий чугун и другие, что предъявляет жесткие требования к контролю дефектов, таких как пористость и трещины. Сварные швы должны выдерживать испытания на нагрузку, усталость и в составе всего автомобиля, одновременно обеспечивая герметичность и эстетичность.
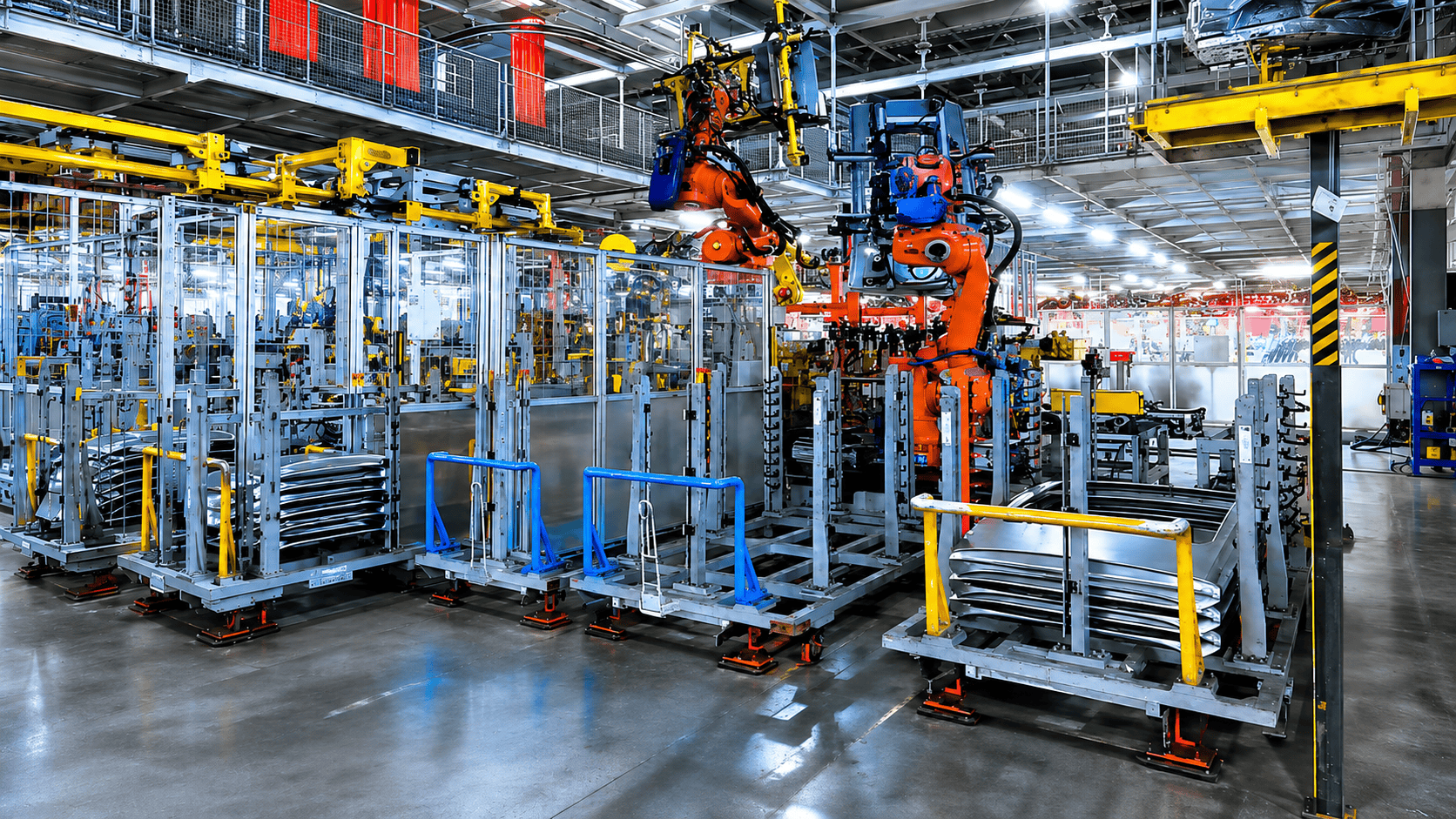
Для сварки сцеплений компания Han's Laser использует технологию лазерной сварки с кольцевым пятном и самоплавлением, подходящую для кольцевых стыковых швов между корпусом и валом. Концентричность после сварки контролируется в пределах 0,10 мм. Этот процесс интегрирует автоматическую очистку шлака, онлайн-контроль сварного шва, сбор и отслеживание данных, а также систему удаленного обслуживания. Он может быть организован в производственную линию лазерной сварки сцеплений, охватывающую все этапы от загрузки роботом, сварки, извлечения деталей, шлифовки, маркировки до выгрузки, обеспечивая полную автоматизацию всего процесса.
Для сварки дифференциалов применяется технология сварки с присадочной проволокой, подходящая для радиальных и осевых кольцевых стыковых швов между корпусом дифференциала и ведомой шестерней. В процессе сварки детали одновременно прижимаются. По сравнению с традиционным болтовым соединением, этот процесс позволяет отказаться от болтов и соответствующих операций, уменьшить размеры и толщину несущего фланца, что приводит к снижению веса и компактности конструкции. Соответствующая автоматизированная сборочная линия для сварки дифференциалов интегрирует все операции: лазерную очистку, нагрев шестерни, горячую сборку, контроль момента сопротивления, лазерную сварку, шлифовку сварного шва и другие, обеспечивая автоматизированное прецизионное производство от предварительной обработки деталей до выпуска готовой продукции.
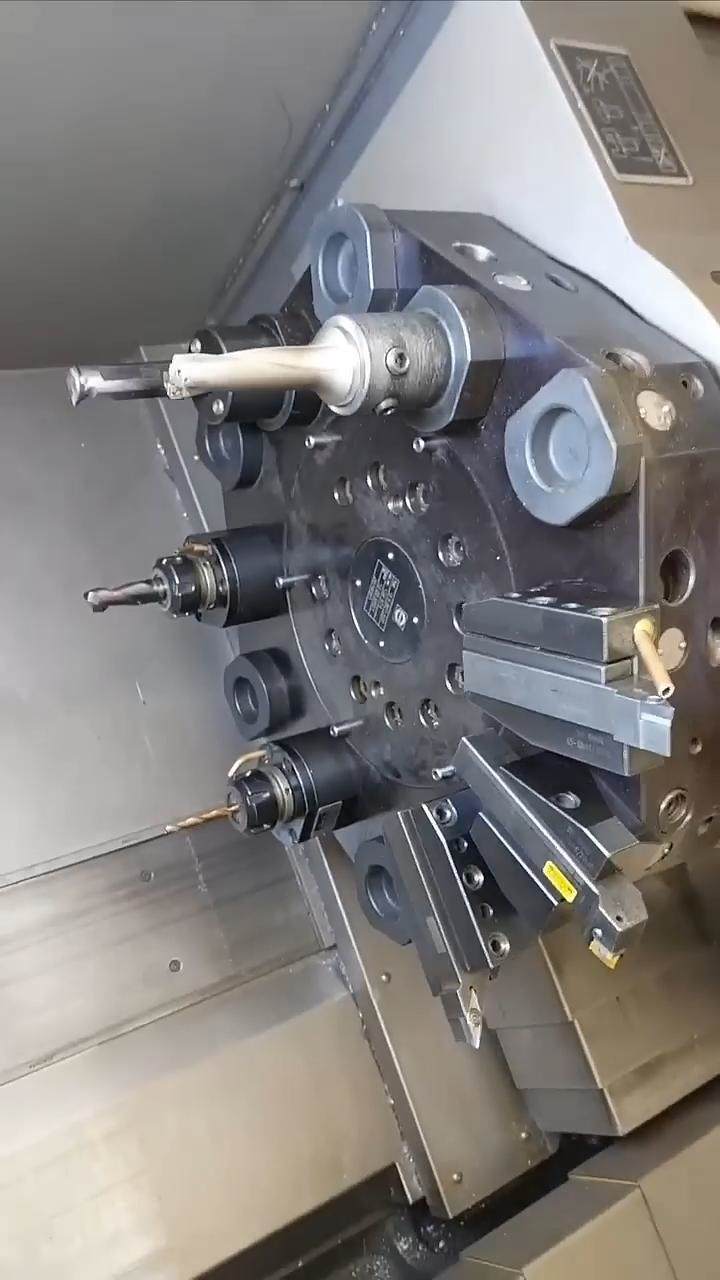
Для сварки трансмиссионных шестерен используется технология глубокой лазерной сварки, интегрирующая такие операции, как очистка и сушка шестерен, запрессовка, предварительный нагрев, сварка и онлайн-контроль. Это позволяет достичь глубины сварки более 5 мм, отношения глубины к ширине не менее 3, большого отношения глубины к ширине шва и малой деформации. В процессе сварки добавляется защитный газ для защиты сварочной ванны, а также устанавливается система контроля качества сварного шва. С помощью онлайн-мониторинга и ультразвукового контроля точно управляются глубина сварки и такие дефекты, как пористость. После сварки строго контролируются соосность и торцевое биение.
Решение для автоматизированной производственной линии сварки гибких маховиков использует полную автоматизацию для всей сборки и обработки маховика, при этом на каждой операции осуществляется автоматическая загрузка и выгрузка деталей. Требования к процессу сварки: глубина проплавления не менее 3 мм, шов прочный, эстетичный, без трещин, без пор диаметром более 0,5 мм, малая деформация при сварке, хорошее формирование шва и плавный переход на внешней поверхности.
Кроме того, данная технология может быть адаптирована для сварки различных других трансмиссионных компонентов, таких как поршни, рулевые колонки, энергопоглощающие короба, турбокомпрессоры и клапаны, силиконовые демпферы, вилки переключения передач и другие, формируя решения, сочетающие стандартизацию и индивидуализацию. Технология высокомощной лазерной сварки компании Han's Laser Intelligent Equipment Group в настоящее время полностью охватывает автомобили" target="_blank">электродвигатели и аккумуляторы для новых энергетических автомобилей, а также автомобильные конструкционные детали, наружные панели, кузова, сиденья, трансмиссионные детали и другие компоненты, формируя полный спектр возможностей для различных сценариев интеллектуального производства автомобилей.
Данный материал скомпилирован платформой Wedoany. При цитировании материалов, созданных с помощью искусственного интеллекта (ИИ), необходимо обязательно указывать источник — «Wedoany». В случае выявления нарушения прав или иных проблем просим своевременно информировать нас. Сайт оперативно внесёт изменения или удалит материал.Электронная почта: news@wedoany.com