Репортаж от Wedoany,Компании Incus GmbH и MetShape GmbH совместно продвигают технологию фотолитографического производства металлов (LMM) из исследовательских лабораторий в заводские цеха. Данная технология уже достигла успехов в области медицинских изделий, стоматологической продукции и точного машиностроения. В ходе выставки AMA Healthcare 2025 генеральный директор и основатель Incus доктор Джеральд Миттерамскоглер и генеральный директор MetShape доктор Лукас Фогель рассказали, как технология LMM создает решающие преимущества в нишевом сегменте небольших сложных металлических деталей.
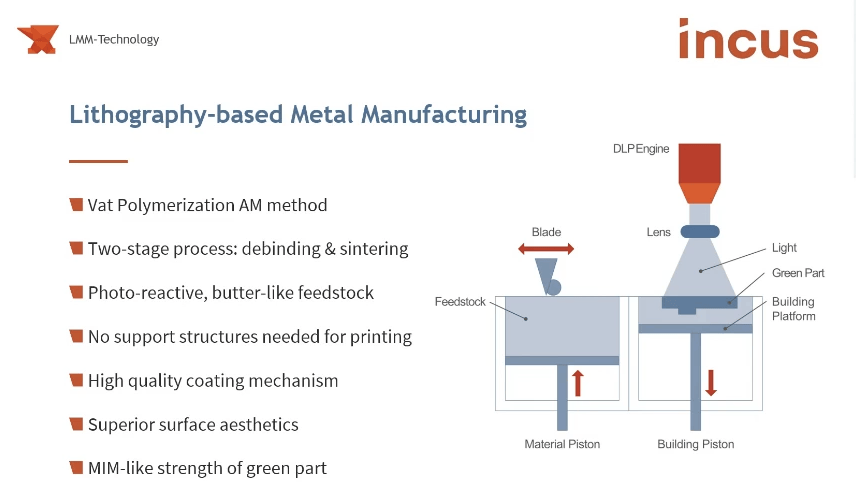
Принцип работы LMM заключается в послойном отверждении смолы, наполненной металлическим порошком, с помощью проектора, после чего связующее вещество удаляется, а деталь спекается до состояния, близкого к полной плотности. Этот процесс обеспечивает производственный маршрут для изготовления высокосложных металлических деталей, решая проблемы, с которыми трудно справиться при литье металлов под давлением (MIM) или других аддитивных технологиях при работе с мелкими деталями. Два показателя демонстрируют скорость развития: мощность MIM для ортодонтических брекетов увеличилась втрое, а стоимость компонентов хирургических инструментов снизилась до десяти раз; одна из разрабатываемых целей — достижение годового объема производства в два миллиона деталей всего на двух принтерах.
Фотолитографическое производство металлов заимствует оптический механизм стереолитографии и применяется к фотополимерной смоле с объемной долей металлического порошка около 55%. Эта смола находится в твердом состоянии при комнатной температуре, послойно разжижается нагретым ракельным ножом, а затем отверждается проектором сверху. Зеленая заготовка не требует опорных структур, материал служит собственной опорной средой в процессе изготовления, что напрямую влияет на качество поверхности и геометрическую сложность. Миттерамскоглер отметил, что это позволяет получать зеленые заготовки для аддитивного производства металлов, практически не имеющие аналогов по качеству, сложности и эстетике поверхности. Используемый порошок имеет D50 в диапазоне от 8 до 12 микрон, что соответствует сырью для MIM, при необходимости использовались частицы размером от 4 до 6 микрон. Усадка объема на 45%, сопровождающая удаление связующего, является предсказуемой и изотропной и может быть компенсирована на этапе проектирования.
Incus предлагает два класса машин. Платформа построения Hammer Evo составляет 89,6 на 56 мм и подходит для прототипирования и мелкосерийного производства. Серия Hammer Pro увеличивает площадь построения до 200 на 204,55 мм, с акцентом на плотное размещение мелких деталей на каждой платформе для снижения удельной стоимости. Эффективность затрат на одну деталь у Hammer Pro примерно в семь раз выше, чем у Evo, что обусловлено использованием платформы. Производственная среда не требует работы с сыпучим порошком, мощными лазерными установками или инертной атмосферой; любая неиспользованная смола после печати может быть полностью переработана, а безвозвратные потери оцениваются примерно в один процент.
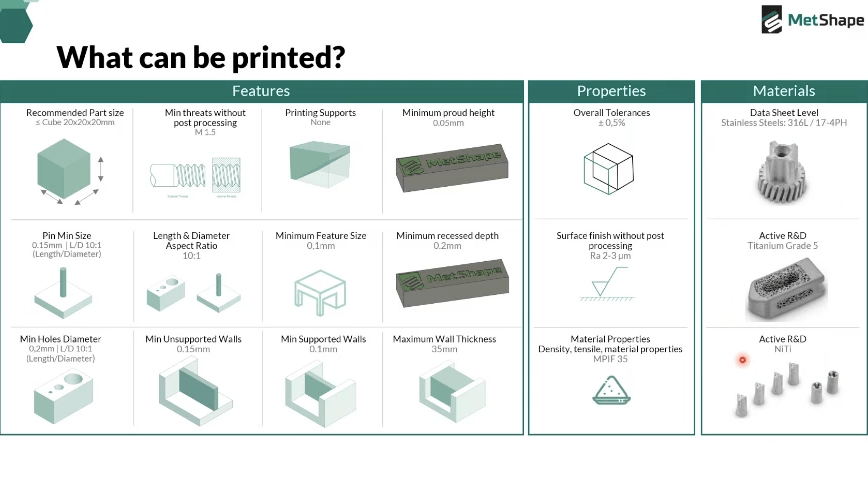
MetShape, будучи дочерней компанией Университета Пфорцхайма, предоставляет производственные услуги и разработку приложений. Компания сопровождает клиентов на всех этапах — от проверки осуществимости до производства целевых объемов. Один из разрабатываемых проектов нацелен на выпуск 2 миллионов деталей в год, для изготовления которых потребуется всего два принтера. Порог экономической эффективности для производственных применений составляет примерно куб со стороной 2 см; детали в этом диапазоне позволяют плотно заполнять платформу построения. MetShape демонстрирует шероховатость поверхности около 2 мкм Ra без последующей обработки, внутреннюю резьбу M1.5, обработанную непосредственно в спеченном состоянии, а также размерные допуски, на 0,5% ниже целевых значений; обезжиривание и спекание для большинства геометрий деталей завершаются за 24 часа или меньше.
В области медицинских применений два опубликованных примера составляют основу демонстрации. Первый пример касается колоректального сшивающего аппарата, разработанного нидерландской компанией Implican, функциональная головка которого содержит несколько прецизионных металлических компонентов, изготовленных MetShape. Стоимость снижена в шесть-десять раз по сравнению с традиционными маршрутами, первое исследование на людях ожидается в 2026 году. Второй пример касается ортодонтических брекетов: на Hammer Pro MetShape демонстрирует производительность, почти в три раза превышающую MIM, сохраняя при этом геометрическую свободу для внедрения новых профилей брекетов без инвестиций в пресс-формы. В области исследований и разработок никель-титановые сплавы стали центром внимания благодаря их псевдоупругим свойствам, подходящим для инструментов малоинвазивной хирургии и приводов.
Разрыв, на который нацелена LMM, заключается в переходе от демонстрации технологических возможностей к обеспечению стабильного и экономически обоснованного выпуска в клинических объемах. Стратегия обеих компаний строится вокруг вертикальной специализации, чтобы сократить дистанцию от прототипа до готового к производству компонента для мелких деталей. AM Ventures инвестировала в расширение MetShape в 2021 году; раунд посевного финансирования основывался на аргументе, что двухэтапный процесс на основе спекания становится все более важным для производства металлических деталей в больших количествах. Эти сигналы указывают на то, что LMM больше не рассматривается как технология исследовательской стадии; текущий вопрос заключается в том, как быстро она сможет получить квалификацию в приложениях, где пересекаются точность, сложность деталей и удельная стоимость.
Данный материал скомпилирован платформой Wedoany. При цитировании материалов, созданных с помощью искусственного интеллекта (ИИ), необходимо обязательно указывать источник — «Wedoany». В случае выявления нарушения прав или иных проблем просим своевременно информировать нас. Сайт оперативно внесёт изменения или удалит материал.Электронная почта: news@wedoany.com