

Превращение гранитной плиты из блока в готовое изделие требует огромных затрат энергии, причем более 90% этой энергии в виде тепла поступает в алмазный сегмент, ускоряя его износ и выход из строя. Это давний парадокс «энергопотребление — срок службы», с которым сталкивается мировая камнеобрабатывающая промышленность. Теперь исследовательская группа из Лиссабонского университета в Португалии предложила революционное решение: заменить традиционное горячее прессование при производстве алмазных сегментов на микроволновое гибридное спекание, что снижает износ сегментов примерно на 20%, одновременно значительно сокращая время спекания и энергопотребление.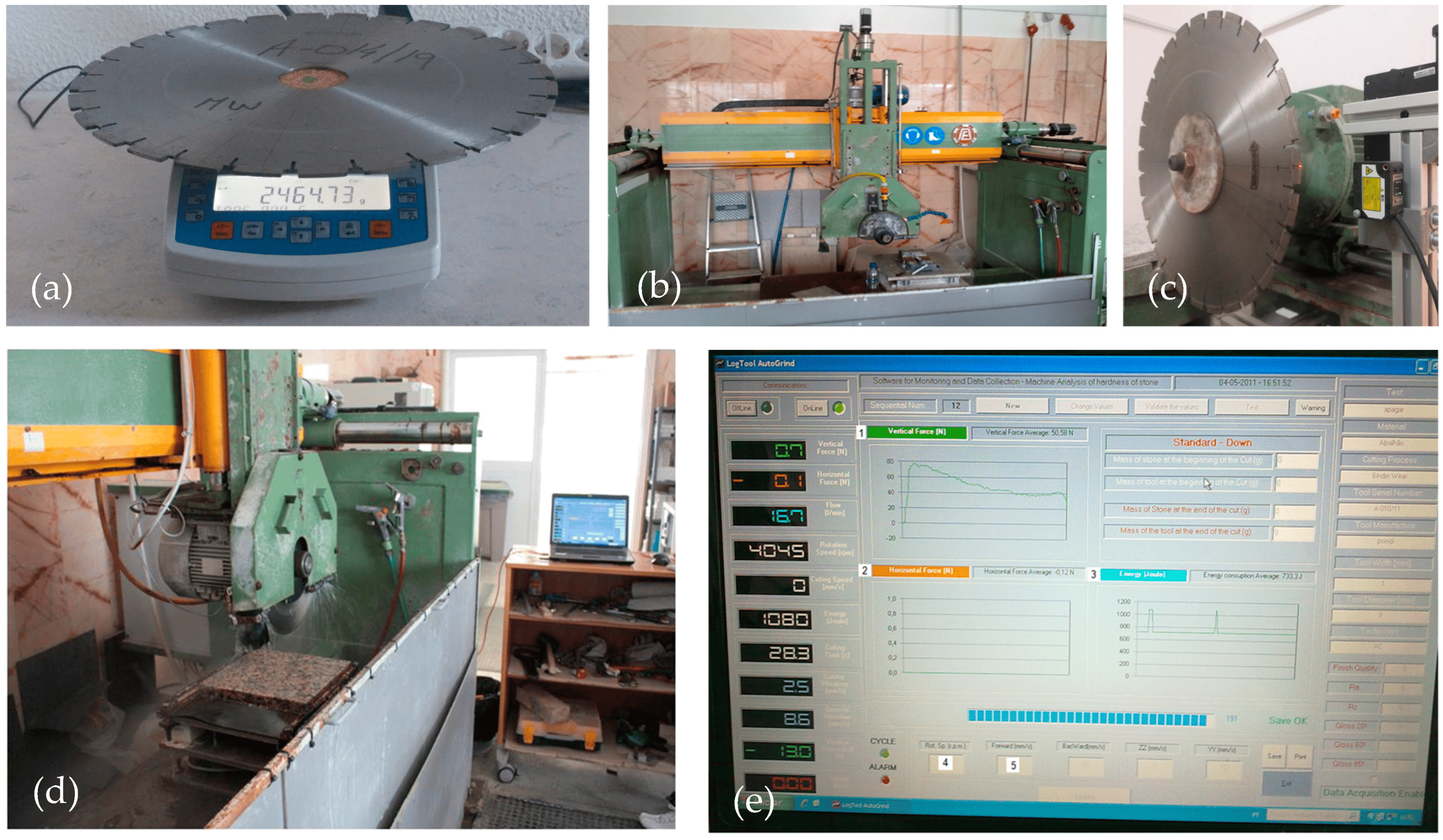
Вековая проблема резки камня: дилемма между высоким энергопотреблением и износом инструмента
Объем европейского рынка обработки камня в 2026 году достиг 24 миллиардов евро, а ежегодный темп роста выручки составляет около 7,4%. Параллельно с этим продолжает расти мировой спрос на алмазные инструменты, а в строительной и камнеобрабатывающей отраслях все громче звучат требования по эффективной обработке твердых материалов. Гранит, как типичный высокотвердый и хрупкий материал, в процессе резки подвергается интенсивному трению и тепловым ударам. Предыдущие исследования показали, что более 90% энергии резания в виде тепла поступает в алмазный сегмент, вызывая графитизацию алмаза, размягчение связки и ряд других проблем, что приводит к усиленному износу сегментов и сокращению срока их службы.
Традиционное производство алмазных сегментов основано на технологии горячего прессования (HP). Хотя эта технология хорошо отработана, она требует температуры спекания выше 900°C и времени выдержки от десятков минут до нескольких часов, что не только сопряжено с огромным энергопотреблением, но и часто вызывает термическое повреждение алмазов, снижая срок службы инструмента. Ключевой сложностью для модернизации отрасли стало то, как снизить температуру и сократить время спекания, сохранив или даже повысив износостойкость сегментов при обеспечении механической прочности.
Преимущества «трех снижений» микроволнового гибридного спекания
2 мая 2026 года исследовательская группа из Высшего технического института Лиссабонского университета (Instituto Superior Técnico, Universidade de Lisboa) опубликовала в международном журнале «Journal of Manufacturing and Materials Processing» результаты прорывного исследования, в котором систематически сравнивались эксплуатационные характеристики алмазных импрегнированных сегментов, изготовленных методами микроволнового гибридного спекания (MWHS) и горячего прессования, при резке гранита Rosa Porriño.
1. Революционный процесс: смена парадигмы от теплового поля к электромагнитному
Микроволновое спекание использует электромагнитное поле для объемного нагрева металлического порошка, при котором энергия воздействует непосредственно на материал изнутри, а не передается от внешней поверхности внутрь за счет теплопроводности. В предыдущих исследованиях команда уже доказала, что по сравнению с обычным свободным спеканием микроволновое гибридное спекание позволяет снизить оптимальную температуру спекания на 90–170°C (820°C против 915–990°C), сократить время выдержки до нескольких минут, достичь уплотнения ~95% и снизить модуль Юнга примерно на 15%, что оказывает определенный демпфирующий эффект на вибрации при резке. Данное испытание по резке гранита является инженерной проверкой этого технологического маршрута.
2. Макроскопический результат: снижение износа до 20%
Исследовательская группа провела сравнительные испытания в стандартизированных условиях: объектом резки служил гранит Rosa Porriño, использовалось водопроводное охлаждение с расходом 22 л/мин, варьировались линейная скорость (20–40 м/с), скорость подачи (22–38 мм/с) и глубина резания (9–18 мм), а в качестве показателя износа сегментов использовалась потеря массы на единицу площади реза.
Экспериментальные данные показали, что износ сегментов MWHS значительно ниже, чем у сегментов HP, при этом снижение достигает ~20%. Этот результат объясняется тем, что микроволновое гибридное спекание формирует более прочную связь на границе раздела алмаз–металлическая связка, благодаря чему алмазные зерна не так легко вырываются в процессе резки, что повышает общую износостойкость сегментов.
3. Микроскопический механизм: алмазы «надежно удерживаются»
Наблюдения с помощью сканирующей электронной микроскопии и анализ износа дополнительно выявили различия в механизмах износа двух типов сегментов. В сегментах MWHS эффект объемного нагрева при микроволновом спекании создает более прочную металлургическую связь на границе между металлической связкой и алмазными зернами, благодаря чему алмазные зерна прочно удерживаются связкой в процессе резки, что предотвращает их преждевременное выпадение из-за чрезмерного износа связки. В отличие от этого, сегменты HP реализуют механизм самозатачивания за счет контролируемого высвобождения абразива, что приводит к более высокой скорости износа, но при этом обеспечивает меньшие усилия резания при высокой интенсивности резки.
4. Направления оптимизации для практического применения
Исследование также показало, что в условиях высокой интенсивности резки сегменты MWHS создают более высокие усилия резания. Это явление связано с тем, что более прочная связь алмаз–связка препятствует нормальному выпадению затупившихся алмазов, а выбранные для испытаний алмазные зерна с низкой хрупкостью сами по себе плохо разрушаются, что приводит к тенденции прогрессирующего затупления сегментов. В связи с этим исследовательская группа предложила четкий путь оптимизации: повысить класс хрупкости алмазных зерен, чтобы абразив при соответствующих условиях подвергался контролируемому микроразрушению с образованием новых режущих кромок; одновременно, регулируя состав металлической связки, несколько снизить прочность сцепления, чтобы сохранить преимущество в износостойкости при поддержании стабильной способности к самозатачиванию.
Цепной эффект: от добычи в карьерах до зеленого производства
1. Значительное увеличение срока службы инструмента для резки твердых пород
В стоимости обработки твердых пород, таких как гранит, режущий инструмент занимает чрезвычайно высокую долю. Снижение износа алмазных сегментов на 20% при одинаковых условиях работы напрямую означает снижение частоты замены инструмента, сокращение времени простоя и увеличение выхода готовой продукции с единицы оборудования для горнодобывающих и камнеобрабатывающих предприятий. Для крупных гранитных карьеров и заводов по производству плит такое улучшение принесет значительную экономическую отдачу.
2. Одновременное снижение энергопотребления и выбросов углерода
Преимущества микроволнового спекания не ограничиваются самим инструментом. По сравнению с традиционным горячим прессованием, микроволновое спекание позволяет снизить температуру спекания почти на 100°C и сократить время выдержки с десятков минут до нескольких минут, что может снизить энергопотребление за один цикл спекания на несколько десятков процентов. При внедрении этого процесса на множестве линий по производству сегментов ежегодная экономия электроэнергии и соответствующее сокращение выбросов углерода достигнут значительного уровня, что соответствует глобальной макротенденции перехода горнодобывающей промышленности к экологичности и низкоуглеродному развитию.
3. Прямая выгода для дорожно-мостового, тоннельного и строительного секторов
Алмазные пилы широко используются в дорожно-мостовом строительстве, проходке тоннелей, архитектурной отделке и других инженерных областях. Повышенная долговечность сегментов микроволнового спекания снизит частоту замены дисков при резке на месте. В таких сценариях, как расширение автомагистралей или проходка тоннелей метро, где предъявляются чрезвычайно высокие требования к непрерывности работ, сокращение числа замен инструмента означает гарантированное соблюдение общего графика строительства. Кроме того, более стабильные усилия резания и более низкое энергопотребление синергично сочетаются с тенденцией перехода строительной техники на электрическую тягу.
4. Новый путь для глобальной модернизации производства алмазных инструментов
Европейская индустрия обработки камня и производства алмазных инструментов имеет огромные масштабы, а давление затрат и конкуренции постоянно стимулирует технологические инновации. Микроволновое гибридное спекание, как технологический маршрут, сочетающий высокую экономическую эффективность, энергосбережение, экологичность и масштабируемость, уже продемонстрировало огромный потенциал для замены или частичной замены традиционного процесса горячего прессования. От проверки резкой в португальской лаборатории до промышленного серийного производства — эта технология способна изменить глобальную карту производства алмазных сегментов.
Тихая революция «зеленого спекания»
Производство алмазных инструментов и камнеобрабатывающая промышленность долгое время ассоциировались с высокими температурами и высоким энергопотреблением. Переход от горячего прессования к микроволновому гибридному спеканию — это не просто изменение температуры и времени, а фундаментальная инновация в способе подвода энергии и контроле микроскопических границ раздела. Это не просто прогресс, выраженный цифрой «снижение износа на 20%», — это четкий сигнал всей отрасли: экологичность и эффективность могут сочетаться, а энергосбережение и высокая производительность могут идти рука об руку.
Когда микроволновое поле заменяет традиционный источник тепла, а объемный нагрев приходит на смену теплопроводности, трансформация одного сегмента отражает исторический разворот целой индустрии от «высокоуглеродного» пути к «низкоуглеродному».